In hydraulic systems, supercritical equipment, and power generation installations, the Anti-Extrusion Ring is a key component safeguarding primary sealing elements (such as O-rings and lip seals) against extrusion failure under high pressure. By providing rigid support, gap filling, and stress dispersion, it increases the pressure-bearing capacity of the sealing system by 5-10 times. This article systematically elaborates on the technical principles and engineering practices of anti-extrusion rings from four key dimensions: structural mechanics, material innovation, design calculation, and industry applications.
I. Core Mission: Solving High-Pressure Seal Failure
-
High-Pressure Seal Failure Mechanisms:
- When system pressure exceeds the extrusion resistance of the primary seal:
- Seal Material Creep: Rubber/PTFE flows into clearance gaps under pressure (e.g., O-ring extrusion initiates above >5 MPa).
- Permanent Damage: Seal element shearing creates leakage paths.
- Typical Failure Scenarios:
- NBR O-Ring: 30% volume extrusion through a 0.1mm gap at 15 MPa.
- PTFE V-Ring: Lip tearing occurs with a 0.05mm gap at 10 MPa.
-
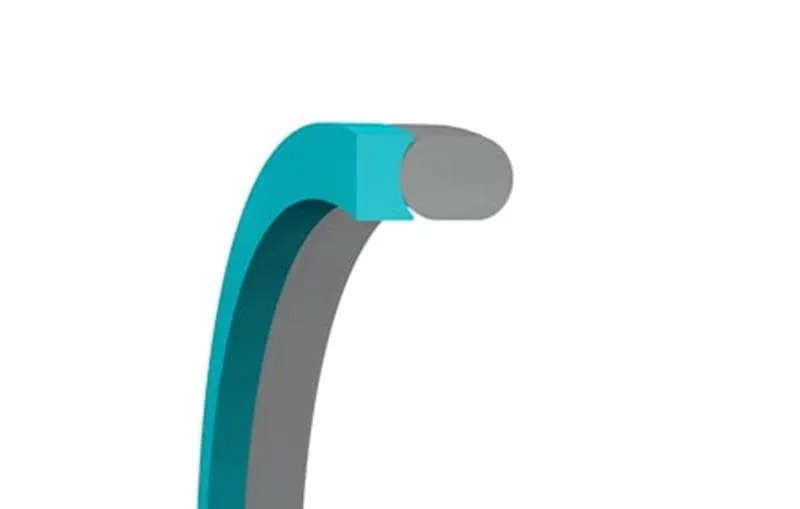
Mechanical Intervention by Anti-Extrusion Rings:
- Rigid Support: High-modulus materials (PEEK/metal) resist deformation, blocking pressure transfer to the primary seal.
- Gap Filling: Precision-matching of seal cavity clearance (0.01~0.2mm) eliminates media intrusion paths.
- Stress Dispersion: Angled designs convert point loads into distributed loads, reducing contact stress by 50%-70%.
II. Material Evolution: From Conventional Plastics to Composite Reinforcements
-
Performance Metrics of Key Materials:
- PTFE: Compressive strength 25 MPa, temp range -200°C to 260°C, friction coefficient 0.05~0.10. Suitable for low-pressure corrosive environments (<35 MPa).
- Filled PTFE: Compressive strength 40~60 MPa, temp range -200°C to 260°C, friction coefficient 0.08~0.15. Ideal for media with particulate matter (e.g., drilling mud).
- PEEK: Compressive strength 120 MPa, temp range -60°C to 250°C, friction coefficient 0.15~0.25. Applied in high-pressure hydraulic systems (≤70 MPa).
- Copper Alloy: Compressive strength 300 MPa, temp range -200°C to 400°C, friction coefficient 0.10~0.20. Used in ultra-high-pressure valves (>100 MPa).
- Polyimide (PI): Compressive strength 150 MPa, temp range -269°C to 350°C, friction coefficient 0.20~0.30. Designed for extreme aerospace environments.
- Nanocomposites: Compressive strength ~180 MPa* (Graphene-reinforced PEEK, 15% filler, 50% strength increase), temp range -50°C to 300°C, friction coefficient ~0.05~0.10 (60% reduction). Qualified for nuclear reactor primary loops (radiation-resistant).
-
Surface Functionalization:
- Solid Lubrication Layers:
- MoS₂ Sputter Coating (2~5μm): Reduces friction coefficient to 0.03 for oil-free environments.
- DLC (Diamond-Like Carbon) Coating: Hardness HV 3000, increases service life 10x against particle erosion.
- Anti-sticking Treatment: Nano-silica modification (contact angle >150°) prevents rubber adhesion to the ring.
III. Structural Design: Geometry Enhancing Seal Reliability
Comparison of Classic Structural Types:
- Straight-Wall Type: Rectangular cross-section. Pressure load: Unidirectional. Extrusion resistance: Moderate (≤40 MPa). Applications: Static O-ring seals.
- Angled Type: Trapezoidal cross-section with angled face(s). Pressure load: Bidirectional. Extrusion resistance: High (≤100 MPa). Applications: Hydraulic cylinder reciprocating seals.
- Stepped Type: Multi-stage ledge profile. Pressure load: Multidirectional. Extrusion resistance: Extreme (>150 MPa). Applications: Ultra-high-pressure valves.
- Segmented Type: Split ring structure. Pressure load: Moderate-High (≤80 MPa). Applications: Large flange maintenance without disassembly.
IV. Industry Applications & Performance Breakthroughs
- Ultra-High-Pressure Hydraulic Systems (Construction Machinery):
- Challenge: 70 MPa continuous pressure, 0.1mm gap, contamination by hard particles.
- Solution: Graphene-PEEK composite ring (180 MPa comp. strength) paired with U-shaped polyurethane seal + angled ring.
- Result: Service life extended from 500 hours to 5000 hours.
- Supercritical CO₂ Turbines (Power Equipment):
- Challenge: 100 MPa / 200°C supercritical state, high CO₂ molecule permeability.
- Solution: Stepped copper alloy ring (MoS₂ coated) supporting metallic C-seal.
- Result: Leakage rate <1×10⁻⁶ mbar·L/s.
- Aerospace Rocket Fuel Valves:
- Challenge: LOX (-183°C) / LH2 (-253°C), vibration loads up to 20g.
- Solution: Segmented polyimide ring (CTE matched to metal) supporting helium-filled metallic O-ring.
- Validation: Passed NASA-STD-5012 cryogenic cycling tests.
V. Installation Procedures & Failure Prevention
- Critical Installation Steps:
- Gap Measurement: Verify 3D cavity dimensions/tolerances using air gauging (±0.001mm accuracy).
- Surface Finishing: Achieve ring mounting surface roughness Ra≤0.4μm via diamond wheel polishing + electrolytic passivation.
- Thermal Assembly: Cool ring with LN2 (-196°C) and press-fit (interference fit 0.02mm).
- Stress Monitoring: Use foil strain gauges with wireless DAQ (e.g., HBM systems) to detect assembly stress.
- Typical Failure Modes & Solutions:
- Ring Fracture: Cause: Insufficient material toughness or impact loads. Solution: Switch to PI/PEEK composites.
- Primary Seal Shear Damage: Cause: Sharp ring edge without chamfer (radius <0.1mm). Solution: Add R0.3mm radius + polishing.
- Excessive Wear: Cause: Frictional heat buildup leading to thermal expansion seizure. Solution: Add cooling grooves + nano-lubrication coating.
VI. Technology Frontiers: Smart & Sustainable Innovations
- Function-Integrated Rings:
- Embedded sensors (e.g., TE Connectivity MS series piezofilm) for real-time contact pressure monitoring.
- Self-adjusting structures with SMA (Shape Memory Alloy) for temperature-compensated gap control.
- Additive Manufacturing Breakthroughs:
- Topology-optimized lattice structures (40% weight reduction, stiffness maintained).
- Gradient material printing: High hardness (ceramic) at contact zone, high toughness (polymer) at support zone.
- Green Circular Technologies:
- Bio-based polymers (e.g., Castor oil-derived PEEK - Covestro APEC® series).
- Chemical depolymerization recycling using supercritical CO₂: Monomer recovery rate >95% for PEEK rings.
Conclusion: The "Invisible Guardian" of High-Pressure Sealing
The value of the anti-extrusion ring lies in its mechanical re-engineering capability – transforming vulnerable polymer seals into rigid fortresses capable of withstanding hundreds of megapascals.
[DLSEALS kindly Reminder] Sealing issues? Turn to DLSEALS! As a sealing component manufacturer, we specialize in customizing sealing components, providing a full range of services from design, research and development, production, testing, and more. If you have more information you'd like to know, feel free to contact us directly. DLSEALS's product experts are dedicated to serving you!